Datei:Temperaturverteilung hartmetalldrehmeissel.svg

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Originaldatei (SVG-Datei, Basisgröße: 900 × 650 Pixel, Dateigröße: 41 KB)
![]()
Diese Datei und die Informationen unter dem roten Trennstrich werden aus dem zentralen Medienarchiv Wikimedia Commons eingebunden.
![]()
{kind=link}
Beschreibung
| Beschreibung |
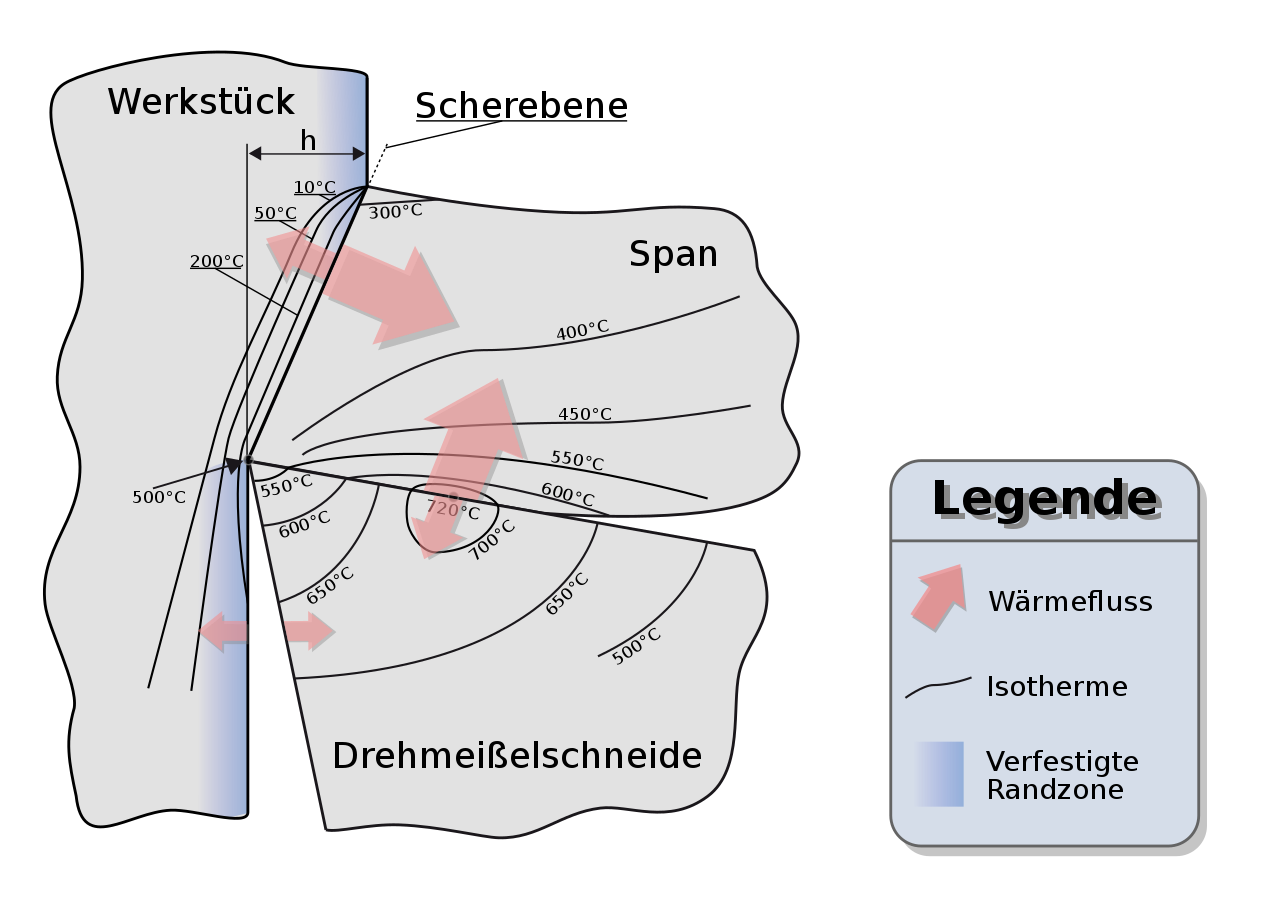
Deutsch: Temperaturverteilung an einer Hartmetalldrehmeißelschneide P20 mit einer Schnittgeschwindigkeit von 60 m/min, einer Spandicke h von 0,32 mm und einem Spanwinkel von 10 ° bei der Bearbeitung von Stahl. Die in den Spanprozess eingebrachte Energie wird zu einem geringen Teil in die Verfestigung der Werkstückrandzone umgesetzt. Auch der Herstellungsprozess des Rohteils (Walzen, Härten) führt zu einer kaltverfestigten oder gehärteten Randzone. Das Abtrennen dieser je nach Dicke und Beschaffenheit unterschiedlich festen Randzone steigert zusätzlich die Schnittkraft.
Die Temperaturen leiten sich wie folgt ab: 75 % in den Span, 18 % in das Werkzeug und 7 % in das Werkstück. (Nach Vieregge, G: Zerspanung der Eisenwerkstoffe, Stahleisen-Bücher, Band 16, 2. Auflage Düsseldorf, Verlag Stahleisen m.b.H. 1970)
English: Temperature distribution seen on a tungsten carbide turning tool (grade P20) operating at a cutting speed of 60m/min, chip thickness of 0,32mm, and effective rake angle of 10°.
The forces created by the shearing process, when a cutting tool (drehmeißelschneide) is guided through a workpiece (werkstück) which creates a chip (span), are taken by the tool and the toolholder on one side, and on the other side by the workpiece itself. This action creates a compressed surface at the blank after machining. The compressed machined surface adds up to the larger cutting forces and is to be taken into account if the workpiece is to be machined a second time (finishing). The Temperature (wärmefluss) arising as a result of the chipping process (from friction and mechanical deformation) is dissipated as show: 75% contained in the chip, 18% tool, 7% into the workpiece (from Vieregge, G: Zerspanung der Eisenwerkstoffe, Stahleisen-Bücher, Band 16, 2. Auflage Düsseldorf, Verlag Stahleisen m.b.H. 1970) |
| Datum | |
| Quelle |
selfmade Diese W3C-unbestimmte Vektorgrafik wurde mit Inkscape erstellt . |
| Urheber | David W. |
| Genehmigung (Weiternutzung dieser Datei) |
PD |
Lizenz
| Ich, der Urheberrechtsinhaber dieses Werkes, veröffentliche es als gemeinfrei. Dies gilt weltweit. In manchen Staaten könnte dies rechtlich nicht möglich sein. Sofern dies der Fall ist: Ich gewähre jedem das bedingungslose Recht, dieses Werk für jedweden Zweck zu nutzen, es sei denn, Bedingungen sind gesetzlich erforderlich. |
Dateiversionen
Klicke auf einen Zeitpunkt, um diese Version zu laden.
| Version vom | Vorschaubild | Maße | Benutzer | Kommentar | |
|---|---|---|---|---|---|
| aktuell | 23:09, 28. Sep. 2006 | | 900 × 650 (41 KB) | David W. | {{Information |Description=Hartmetalldrehmeißelschneide P20, Werkstoff Stahl, Spanbreite h = 0,32 mm, Schnittgeschwindigkeit 60 m/min, Spanwinkel 10°, (nach Vieregge, G: ''Zerspanung der Eisenwerkstoffe'', Stahleisen-Bücher, Band 16, 2. Auflage Düssel |
Dateiverwendung
Die folgenden 6 Seiten verwenden diese Datei:
{kind=link}