Benutzer:Wolfgang Holle/Montagefreundliche Produktgestaltung
Montagefreundliche Produktgestaltung, auch unter Design-for-Assembly (DFA) und Montagegerechte Konstruktion bekannt, bezeichnet ein Konzept zur Produktentwicklung, bei dem schon in der Entwicklungsphase Montage-Faktoren berücksichtigt werden, um die Gesamtkosten des Produkts niedrig zu halten. Versuche, die Montagefreundlichkeit in einer späteren Konstruktionsphase einzuführen haben sich in der Vergangenheit als kostspielig erwiesen, binden mehr Entwicklerkapazität und erreichen nicht den gleichen Nutzen wie die frühe Berücksichtigung. Gleichzeitig verlängert sich die Entwicklungszeit und verschiebt sich der Zeitpunkt der Produktüberleitung in die Fertigung.
Traditionell war das alleinige Ziel von Konstruktionstätigkeiten der Gebrauch eines Gegenstands. Erfolg wurde daran gemessen, ob ein geplantes Produkt verwendbar für den Anwender war.[1] Solche Konstruktionen waren oft schwierig in einer Produktionsabteilung umzusetzen und Konstrukteure betrachteten Fertigungsprozesse als eine Einschränkung der möglichen Entwurfstätigkeiten.[1] Vergleichsweise früh in der Industriegeschichte wurden Änderungen am Design vorgenommen, um solche Beschränkungen zu vermeiden.[1]
Damit die konstruktiven Änderungen aufgrund einer solchen Betrachtung einen relevanten Nutzen erzielen, müssen sie früh in der Konstruktionsphase begonnen werden. Dazu werden dem Konstrukteur die Regeln und die Bewertungen der montagerelevanten Parameter bereitgestellt, um ihn möglichst wenig von seinen originären Aufgaben abzulenken.
Geschichte[Bearbeiten | Quelltext bearbeiten]
Um 1785 entwickelte der französische Büchsenmacher Honoré Blanc (auch Honoré LeBlanc) eine Methode, viele Einzelteile herzustellen, die später zu vollständigen Musketen zusammengesetzt wurden.[1][2][3] Die einzelnen Teile ließen sich dabei untereinander austauschen (sogenannter Austauschbau). Zuvor waren die Teile einer Muskete speziell für diese hergestellt worden und konnten nicht in einer anderen Muskete verwendet werden.[1] Durch die neue Methode vereinfachte sich nicht nur die Montage der Waffen, sie konnten auch leichter mit Ersatzteilen repariert werden. Dieses Verfahren wurde dem späteren amerikanischen Präsidenten Thomas Jefferson während dessen Europaaufenthalts vorgestellt.[3] Diese Methode wurde in Frankreich später aber nicht weiter verfolgt.[3] Erst Eli Whitney und Simeon North griffen dieses Verfahren auf Drängen Thomas Jeffersons in den Vereinigten Staaten von Amerika wieder auf und fertigten 10.000 Musketen in dem „Uniformity System“ genannten Verfahren von 1801 bis 1809.[3] Nach dem gleichen Verfahren fertigten sie auch Pistolen und andere Waffen für das Kriegsministerium der Vereinigten Staaten, bevor ihre Methoden 1815 und 1825 in der Springfield Armory im großen Maßstab unter Oberst Roswell Lee umgesetzt wurden.[3]
Im Laufe des 19. Jahrhunderts wurde die Handarbeit immer mehr durch Maschinenarbeit ersetzt. Die Maschinen selbst waren gegen 1900 so präzise, dass man Passungen - ein bedeutendes Element der montagefreundlichen Produktgestaltung - maschinell herstellen konnte. Die zeitaufwendige Montage wurde aber nach wie vor von Menschen durchgeführt.
Das durch Frederick Winslow Taylor begründete "Scientific Management" (deutsch: "Wissenschaftliche Betriebsführung") führte unter anderem besondere Betriebsbüros ein, aus denen schließlich die Arbeitsvorbereitung entstand, eine spezielle Abteilung in Unternehmen, die die Konstruktionszeichnungen aus der Konstruktionsabteilung auf ihre Durchführbarkeit und Montagefreundlichkeit prüfte und die Produktion selbst plante und schließlich die Produktionsaufträge erteilte. Im angelsächsischen Raum entstanden auch spezielle Studiengänge, während sich in Europa und besonders in Deutschland die Studieninhalte von Ingenieurstudiengängen schwerpunktmäßig mit der Konstruktion befassten.[4]
Henry Ford konstruierte zu Beginn des 20. Jahrhunderts sein Modell T so dass man es besonders schnell montieren konnte. Dadurch und durch seine Massenproduktion gelang es ihm, den Preis eines Autos auf etwa die Hälfte zu senken. Über das gesamte Jahrhundert wurde versucht Autos montagefreundlicher zu gestalten, insbesondere durch eine reduzierte Anzahl an Teilen. In der zweiten Hälfte des Jahrhunderts setzte sich der Industrieroboter in der Automobilmontage und anderen Branchen mit Großserien- oder Massenproduktion immer weiter durch; die Anforderungen an die Konstruktion änderte sich dahingehend, dass die Montage nun vor allem auf die Besonderheiten von Robotern eingehen musste. In Branchen mit vorwiegend kleinen und mittleren Losgrößen wie dem Werkzeugmaschinenbau oder dem Schiffsbau, herrscht nach wie vor die manuelle Montage durch Menschen vor.[5]
Ziele und Definition[Bearbeiten | Quelltext bearbeiten]
| Kostenursache | Einflussfaktoren |
|---|---|
| Preis der Einzelteile/Baugruppen |
Herstellkosten
Einkaufspreis |
| Anlieferungszustand | Ordnungsgrad |
| Handhabungsfähigkeit |
|
| Fügefähigkeit |
|
| Fügeverfahren | Gruppen nach DIN 8593 |
| Qualität |
|
| Montagekosten |


In Montagen werden funktionsfähige Produkte aus Einzelteilen und/oder Baugruppen hergestellt. Ein wesentliches Merkmal der Montagen sind manuelle oder automatisch ausgeführte Handlungen, die sich je Einzelteil/Baugruppe als Zyklen von Hinlangen – Greifen – Zuführen – Fügen (oft mit technologischen Vorgängen wie Schrauben) – Loslassen darstellen.
Jeder Zyklus erfordert Montagezeit und verursacht Montagekosten; die Höhe der Montagezeit und der Montagekosten wird von der Kompliziertheit und der Komplexität des Produktes bestimmt.
Damit steht im Fokus montagefreundlicher Produktgestaltung durch den Konstrukteur:
- Handlungen zu vermeiden
- Handlungen zu vereinfachen
und im Fokus des Montageplaners:
- Handlungsbedingungen zu gestalten.
Die Arbeitsergebnisse beider Gewerke stehen in einer direkten Beziehung und in einer intensiven Abhängigkeit und wirken bis in die Handlungen im Montageprozess.
Die gestalterischen Maßnahmen folgen der Frage „Was kostet das Teil/die Baugruppe bis es seine Funktion im Produkt erfüllt?“ und haben dabei ein großes Ensemble von Einflussfaktoren zu berücksichtigen.
Grundsätzliche Vorgehensweise[Bearbeiten | Quelltext bearbeiten]
Die Arbeit zur montagefreundlichen Gestaltung des Produktes und seiner Details führt:
- von einer Grundidee mit Lösungsansatz zur Funktion
- über Forderungen, Regeln und Beispiellösungen
- zur Wahl und Gestaltung einer montagefreundlichen Lösung.
Es existieren z.B. vielfältige Möglichkeiten, mechanische Verbindungen [6] zur Schaffung beständiger montierter Produkte zu wählen.
Für die weitverbreitete Verbindungstechnik Schrauben kann zur Lösungssuche z. B. folgende Schrittfolge gelten:
- Ist diese Schraubverbindung funktionell notwendig (Alternativen Komplexteil, snap in, Schnellverschluss)?
- Muss die Schraubverbindung aus mehreren Elementen (Schraube, Scheibe, Federscheibe, Mutter) bestehen?
- Gibt es bereits eine passende Schraube im Produkt?
- Gibt es Schrauben mit gleichem Durchmesser und Kopf im Produkt?
- Gibt es Schrauben mit gleichem Kopf im Produkt?
- Gibt es für die betrachtete Situation andere passende Schrauben im Umfeld/Produkt?
Mit dem Übergang in die jeweils nächste Frage-Ebene erhöhen sich Montageaufwand, Beschaffungsaufwand, Logistik und Verwaltung.
Grundsätze zur Produktgestaltung[Bearbeiten | Quelltext bearbeiten]
| Bereich | Maßnahme |
|---|---|
| Teilezahl |
|
| Teilearten |
|
| Teilevarianten |
|
| Technologievarianten |
|
Die Grundsätze der montagefreundlichen Produktgestaltung folgen dem Motto
„Es ist wichtig, zu wissen, was man NICHT braucht, um etwas zu tun.“
Zum Erreichen von montagegerecht gestalteten Produkten nennt die Lehre verschiedene grundsätzliche Forderungen an die Gestaltung. Zu diesen gehört die Reduktion der Teileanzahl, wodurch die Montage beschleunigt werden kann. Die Grenze findet die Teilereduktion dort, wo die Kosten oder die Komplexität so zunimmt, dass der Zeitgewinn aufgezehrt wird. Aus einer ähnlichen Richtung kommend versucht die Reduktion der Teilearten eine einheitlichere Montagewelt zu gestalten und so die Kosten zu reduzieren. Die Reduktion der Teilevarianten erreicht ebenfalls das gleiche Ziel. In der Praxis versucht der Konstrukteur beispielsweise, in einer Baugruppe nicht gleichzeitig M4x16- und M4x20-Schrauben zu verwenden, wenn er durchgehend M4x20 verwenden könnte. Ebenso wird der Konstrukteur keine Sonderlägen (beispielsweise M4x19) fordern, wenn das nicht unbedingt erforderlich ist.
Ergebnisse aus den Grundsätzen:
- Verringerter Montageaufwand aus reduziertem Handlungsbedarf
- Serienerhöhung für Einzelteile und Baugruppen
- Vereinfachte Logistik und Lagerwirtschaft
Strukturierte Regeln (nach [8])[Bearbeiten | Quelltext bearbeiten]
Die Forderungen, Regeln und Hinweise zur montagefreundlichen Produktgestaltung sind meist unsystematisch und damit zufällig in der Literatur dargestellt[9] - sie bleiben wertvoll. Hier wird der Versuch unternommen, über solche Forderungen wie
- Montierbarkeit aller Teile und Baugruppen
- Zugängigkeit zur Fügestelle
- Fügefasen an allen Fügequerschnitten
hinauszugehen und durch die Strukturierung der Regeln zielgerichtete Arbeit zu unterstützen.
1. automatisierungs-/montagefreundliche Produktgestaltung[Bearbeiten | Quelltext bearbeiten]
| Element | Gestaltungshinweis |
|---|---|
| Form [[3]] | kompakt, kein verhakendes zusammengesetztes Formteil |
| Formelemente |
|
| Extrema vermeiden [[5]] |
|
| Festigkeit [[6]] | starr, Vermeidung biegeschlaffer, elastischer und/oder plastisch verformbarer Teile |
| Einzelteil-Lage | Zuführhilfen vorsehen |
| Schwerpunkt-Lage | eine stabile Lage erzwingen (Ordnungsgrad) |
| Symmetrie | Eindeutigkeit durch Symmetrie oder klar erkennbare Asymmetrie |
| Passungen | funktionsgerecht, grob, günstige Maßketten (Poka Yoke) |
| Wirkungen im Montageprozess | Senkung der Handhabeanforderungen in der Montagehandlung |
2. Optimierung von Montagefunktionen[Bearbeiten | Quelltext bearbeiten]
| Bereich | Gestaltungshinweis |
|---|---|
| Baugruppen |
|
| Verbindungselemente |
|
| Einzelteile/Baugruppen/Verbindungselemente | Verminderung der Anzahl, der Vielfalt und unterschiedlicher Abmessungen |
| Einzelteile |
|
| Wirkungen im Montageprozess | Senkung des Umfangs und der Anforderungen an Handhabefunktionen |
3. Optimierung des Montageablaufs[Bearbeiten | Quelltext bearbeiten]
| Anwendungsfeld | Gestaltungshinweis |
|---|---|
| Produktstruktur |
|
| Technologie |
|
| Vereinheitlichung |
|
| Wirkungen im Montageprozess | hohe Wiederholhäufigkeit von Abläufen trotz Variantenvielfalt und Innovation |
4. Öko-/recyclingfreundliche Produktgestaltung[Bearbeiten | Quelltext bearbeiten]
In diesem Gestaltungsbereich werden vorerst nur prinzipielle Hinweise aufgeführt.
| Prinzipielles |
|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Wirkungen im Demontageprozess: Senkung des Demontage-/Recyclingaufwandes, Wirkung auf die Umwelt |
Bewertungen[Bearbeiten | Quelltext bearbeiten]
Die Bewertung einer konstruktiven Lösung erfolgt günstigerweise über die Zeit und die Kostensätze in der Montage. Die Zeit wird über das MTM-Verfahren und über den Montagewirkungsgrad auf Basis der Analyse der Fügestellen bestimmbar.
Durch Verknüpfung der MTM-Fügepassungen und ihrer Ausprägungen mit den Passungen bei Krause[10] ist die frühzeitige Bestimmung von ZEIT und KOSTEN bereits im CAD-System am virtuellen Produkt möglich (siehe auch [[9]]).

Im CAD-System kann die Qualität der Fügestellen (Abmessung, Toleranz (Technik) der Fügequerschnitte, Masse, ...) in die MTM-Füge-Klassen gewandelt und als Primärmontage-Anteil zur weiteren Verrechnung zur Verfügung gestellt werden[11] - der Konstrukteur wird ohne sein Zutun während seiner Arbeit informiert.
Mit einer entsprechenden App können neben der Anzahl der Fügestellen und der montagerelevanten Parameter auch der voraussichtliche Montagezeitaufwand, die Montagekosten sowie die wahrscheinliche Anzahl der Montagestationen erkannt werden. Die extrahierten Daten werden in die rechnerunterstützte Montageplanung ILMOPLAN Interaktive Layout- und Montageplanung eingelesen.
- Vergleich von Lösungsvarianten: Teilezahl verringern
-
 vorher: 40 Verbindungen = 2 min 31,2 s, 1,87 €, 3 Stationen, (im CAD-System bewertet)
vorher: 40 Verbindungen = 2 min 31,2 s, 1,87 €, 3 Stationen, (im CAD-System bewertet) -
 nachher: 4 Verbindungen = 31,7 s, 0,40 €, 1 Station, (im CAD-System bewertet)
nachher: 4 Verbindungen = 31,7 s, 0,40 €, 1 Station, (im CAD-System bewertet)


Beispiele[Bearbeiten | Quelltext bearbeiten]
Die Beispiele montagefreundlicher Produkte ergaben sich oft aus Projektbearbeitungen; nicht immer konnten die Vorschläge realisiert werden - meist weil im Entwicklungs- und Überleitungsprozess der Point_of_no_Return überschritten war.
Eine Vielzahl von Konstruktionsänderungen kann aus Geheimhaltungsgründen nicht veröffentlicht werden.
Teilezahl verringern[Bearbeiten | Quelltext bearbeiten]
-
aufwändige konstruktive Lösung: hohe Teilezahl, unterschiedliche Fügerichtungen, schlechte Zugänglichkeit
-
radikal reduzierte Teilezahl, ein Fügevorgang, eine Fügerichtung
-
 Trennschere wird aus 10 Teilen - davon 4 Originalzeichenteile - montiert
Trennschere wird aus 10 Teilen - davon 4 Originalzeichenteile - montiert -
 Trennschere als Explosionsdarstellung
Trennschere als Explosionsdarstellung -
 Trennschere wird aus 3 Teilen - davon 2 Gleichteile - gespritzt
Trennschere wird aus 3 Teilen - davon 2 Gleichteile - gespritzt -
 vielgliedriger Scheibenwischer (15 Fügestellen in der Herstellung)
vielgliedriger Scheibenwischer (15 Fügestellen in der Herstellung) -
 veränderter Scheibenwischer (3 Fügestellen in der Herstellung)
veränderter Scheibenwischer (3 Fügestellen in der Herstellung)



Teilezahl verringern, eine Fügerichtung, Fügevorgang vereinfachen[Bearbeiten | Quelltext bearbeiten]
Teilezahl verringern
-
 umfangreiche Teilemenge (46 Hebelketten) erfordert aufwändige Montage mit anschließender Justage
umfangreiche Teilemenge (46 Hebelketten) erfordert aufwändige Montage mit anschließender Justage -
 Elektronik ersetzt Mechanik, völlig andere Technik reduziert Montageaufwand und Justage, erlaubt einfachen Schriftartwechsel
Elektronik ersetzt Mechanik, völlig andere Technik reduziert Montageaufwand und Justage, erlaubt einfachen Schriftartwechsel -
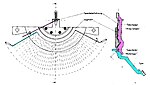
 Typenscheibe einer robotron Schreibmaschine (ca. 1980), vereinfachte Kinematik und Bewegungssteuerung, erlaubt einfachen Schriftartwechsel, Durchmesser ca. 100 mm, geringe Masse
Typenscheibe einer robotron Schreibmaschine (ca. 1980), vereinfachte Kinematik und Bewegungssteuerung, erlaubt einfachen Schriftartwechsel, Durchmesser ca. 100 mm, geringe Masse



Fügevorgang vereinfachen
-
 komplizierte konstruktive Lösung; für den Fügevorgang sind Verformungen mit Hilfswerkzeugen notwendig; verschiedene Fügerichtungen
komplizierte konstruktive Lösung; für den Fügevorgang sind Verformungen mit Hilfswerkzeugen notwendig; verschiedene Fügerichtungen -
 kritische Region mit Umformung beim Fügen
kritische Region mit Umformung beim Fügen -
 kritische Region mit überdeckenden Teilen und Umformung beim Fügen (analoges Produkt)
kritische Region mit überdeckenden Teilen und Umformung beim Fügen (analoges Produkt) -
 veränderte (virtuelle) Lösung: verringerte Teilezahl; vereinheitlichte Montagerichtung von oben; keine Hilfswerkzeuge wegen snap in
veränderte (virtuelle) Lösung: verringerte Teilezahl; vereinheitlichte Montagerichtung von oben; keine Hilfswerkzeuge wegen snap in




-
 Überbestimmung mit gleichzeitigem Ansetzen/Anschnäbeln wegen gleichlanger Zapfen am Scharnier
Überbestimmung mit gleichzeitigem Ansetzen/Anschnäbeln wegen gleichlanger Zapfen am Scharnier -
 aufeinanderfolgendes Ansetzen/Anschnäbeln durch ungleichlange Scharnierzapfen möglich
aufeinanderfolgendes Ansetzen/Anschnäbeln durch ungleichlange Scharnierzapfen möglich


Teilezahl verringern, Fügerichtungen reduzieren, Materialeigenschaften nutzen[Bearbeiten | Quelltext bearbeiten]
-
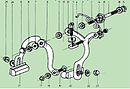 vorhandene Felgenbremse: viele Teile, viele gegenläufige Fügerichtungen, Justage durch Biegen erforderlich
vorhandene Felgenbremse: viele Teile, viele gegenläufige Fügerichtungen, Justage durch Biegen erforderlich -
 neue Felgenbremse (90g): wenig Teile, eine Fügerichtung, Bremsschuhe mit snap in
neue Felgenbremse (90g): wenig Teile, eine Fügerichtung, Bremsschuhe mit snap in -
 neue Felgenbremse (90g): kann aerodynamisch hinter dem Gabelkopf verbaut werden
neue Felgenbremse (90g): kann aerodynamisch hinter dem Gabelkopf verbaut werden -
 Materialeigenschaft ELASTIZITÄT erlaubt die Konstruktion eines Basiskörpers mit Filmscharnieren; gedruckte Felgenbremse als Anbaumuster
Materialeigenschaft ELASTIZITÄT erlaubt die Konstruktion eines Basiskörpers mit Filmscharnieren; gedruckte Felgenbremse als Anbaumuster -
virtuelle Montage im CAD




-
 Zusammenbau Biegewerkzeug
Zusammenbau Biegewerkzeug -
 33 Einzelteile (Normteile, genaue Führungen, Stempel, Matrize, ...)
33 Einzelteile (Normteile, genaue Führungen, Stempel, Matrize, ...) -
 funktionsgleiche Lösung (nach M. Siebelist), verringerte Teilezahl, vereinfachte Montage
funktionsgleiche Lösung (nach M. Siebelist), verringerte Teilezahl, vereinfachte Montage -
 verringerte Teilezahl, vereinfachte Montage
verringerte Teilezahl, vereinfachte Montage -
 realer Bieger mit gebogenem Teil
realer Bieger mit gebogenem Teil -
Bieger-Funktion in anderer Version





Teilevarianten verringern[Bearbeiten | Quelltext bearbeiten]
-
 zwei unterschiedliche Schraubenköpfe erfordern zwei unterschiedliche Schrauber
zwei unterschiedliche Schraubenköpfe erfordern zwei unterschiedliche Schrauber -
 neue Felgenbremse (90g): Schenkel der Bremse sind identisch
neue Felgenbremse (90g): Schenkel der Bremse sind identisch

Formen und Konturen gestalten[Bearbeiten | Quelltext bearbeiten]
-
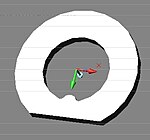
 Schlupfloch "fängt" andere Teile z.B. im Vibrationswendelförderer
Schlupfloch "fängt" andere Teile z.B. im Vibrationswendelförderer -
 Verschlusselement weist andere Teile z.B. im Vibrationswendelförderer ab
Verschlusselement weist andere Teile z.B. im Vibrationswendelförderer ab -
 Verschlusselement lässt Funktionsraum für anderes Teil frei
Verschlusselement lässt Funktionsraum für anderes Teil frei



-
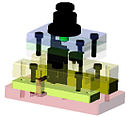
 Orientierung beim FÜGEN erschwert => erhöhter Zeitbedarf
Orientierung beim FÜGEN erschwert => erhöhter Zeitbedarf -
 Orientierung beim FÜGEN erschwert => erhöhter Zeitbedarf für 2 Konterscheiben
Orientierung beim FÜGEN erschwert => erhöhter Zeitbedarf für 2 Konterscheiben -
 Orientierung vor dem Fügen erleichtert
Orientierung vor dem Fügen erleichtert -
 Orientierung vor dem FÜGEN erleichtert => verringerter Zeitbedarf für 2 Konterscheiben, Automatisierbarkeit verbessert
Orientierung vor dem FÜGEN erleichtert => verringerter Zeitbedarf für 2 Konterscheiben, Automatisierbarkeit verbessert




-
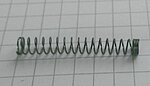 Federtyp neigt zum Verwirren und zur Kettenbildung, behindert Effektivität und Automatisierung
Federtyp neigt zum Verwirren und zur Kettenbildung, behindert Effektivität und Automatisierung -
 Federtyp verhindert durch eng gewickelte Abschnitte Verwirren und Kettenbildung, ermöglicht Automatisierung
Federtyp verhindert durch eng gewickelte Abschnitte Verwirren und Kettenbildung, ermöglicht Automatisierung -
 Federtyp neigt zum Verwirren und zur Kettenbildung; Alternative: Feder am Fügeort wickeln
Federtyp neigt zum Verwirren und zur Kettenbildung; Alternative: Feder am Fügeort wickeln



Extrema vermeiden[Bearbeiten | Quelltext bearbeiten]
-
 Federscheibe Außendurchmesser 4.5 mm, Innendurchmesser 2.5 mm, Gewicht < 1 g, zur automatischen Montage ungeeignet
Federscheibe Außendurchmesser 4.5 mm, Innendurchmesser 2.5 mm, Gewicht < 1 g, zur automatischen Montage ungeeignet -
 Federscheibe im unvollständigen Schnitt, erst an der Fügestelle vom Coil getrennt und direkt gefügt
Federscheibe im unvollständigen Schnitt, erst an der Fügestelle vom Coil getrennt und direkt gefügt -
 Bauelemente 2,5 x 1,5 mm, Masse < 1 g, zur automatischen Bestückung in Montagefolge in Plisterkette sequentiert
Bauelemente 2,5 x 1,5 mm, Masse < 1 g, zur automatischen Bestückung in Montagefolge in Plisterkette sequentiert -
 Keramikplatten verbunden, kleine Bauelemente im Plister
Keramikplatten verbunden, kleine Bauelemente im Plister -
 Wafer/Nutzen aus Elektronik-Fertigung erst nach allen Bearbeitungen im Verbund Vereinzeln, Greifen und Fügen
Wafer/Nutzen aus Elektronik-Fertigung erst nach allen Bearbeitungen im Verbund Vereinzeln, Greifen und Fügen





-
 34 extrem leichte, verölte und verhakende Schermesser müssen manuell in Kassette eingelegt/ vormontiert werden
34 extrem leichte, verölte und verhakende Schermesser müssen manuell in Kassette eingelegt/ vormontiert werden -
 Automatisierung durch unvollständigen Schnitt, Transportspannung im Automaten führt zu Verformung während der Montage
Automatisierung durch unvollständigen Schnitt, Transportspannung im Automaten führt zu Verformung während der Montage -
 Steg im Teileverbund verhindert Verformung, Trennung im Fügevorgang
Steg im Teileverbund verhindert Verformung, Trennung im Fügevorgang



biegeschlaffe, elastische, plastisch verformbare Elemente vermeiden[Bearbeiten | Quelltext bearbeiten]
-
 ungeordnete farblich markierte Adern
ungeordnete farblich markierte Adern -
 geordneter farblich unmarkierter Kabelbaum
geordneter farblich unmarkierter Kabelbaum -
 teilgeordneter farblich markierter Kabelbaum
teilgeordneter farblich markierter Kabelbaum -
 flexibles Flachbandkabel (neben Funktion in Bewegung auch einfachere Montage beim Armieren/Verkabeln)
flexibles Flachbandkabel (neben Funktion in Bewegung auch einfachere Montage beim Armieren/Verkabeln) -
elastische Kabelbäume durch umspritztes Stanzteil ersetzen, anschließende Montage erleichtert




Clipsen[Bearbeiten | Quelltext bearbeiten]
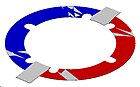
-
 Clipsen (snap in) der Bremsgummis ersetzt Schraubvorgang und runde Form erspart Ausrichten an der Felge
Clipsen (snap in) der Bremsgummis ersetzt Schraubvorgang und runde Form erspart Ausrichten an der Felge

Individualisierung[Bearbeiten | Quelltext bearbeiten]
-
 späte Individualisierung/ Variantenbildung ermöglicht kurzfristige Kundenzuordnung und vereinfacht Steuerung des Fertigungsablaufs
späte Individualisierung/ Variantenbildung ermöglicht kurzfristige Kundenzuordnung und vereinfacht Steuerung des Fertigungsablaufs

Literatur[Bearbeiten | Quelltext bearbeiten]
- William Antis, John M. Honeycutt JR., Edward N. Koch: Die MTM-Grundbewegungen. H.B. Maynard & Co. GmbH Düsseldorf 1969.
- Böhnke, Jürgen: Konstruktive und technologische Konsequenzen der Arbeitsmethodengestaltung - abgeleitet aus den bewegungsökonomischen Regeln und den Verfahren vorbestimmter Zeiten. Diplomarbeit TH Ilmenau 1973.
- Holle, Wolfgang: Rechnerunterstützte Montageplanung – Montageplanung und Simultaneous Engineering. Hanser, München Wien 2002. ISBN 3-446-21986-2.modest-suhl.de/leistungen
- Steinhilper, Rolf: Remanufactoring – The Ultimate Form of Recycling (S.86ff). Fraunhofer IRB Verlag 1998. ISBN 3-8167-5216-0.
- Holle, Wolfgang, Husung, Stephan, Weber, Christian, CAD-Produktmodell – Quelle der Produktbewertung nach Zeit und Kosten, TU Dresden Konferenz EEE2012 Entwerfen – Entwickeln – Erleben, Dresden, 2012
siehe auch[Bearbeiten | Quelltext bearbeiten]
- Montage (Produktion)#Montagewirkungsgrad
- Montagelinie#Montagegerechte Konstruktion
- Kostenmanagement#Produkte
Weblinks[Bearbeiten | Quelltext bearbeiten]
Einzelnachweise[Bearbeiten | Quelltext bearbeiten]
- ↑ a b c d e Dumisani Sibiya (2012) The Development of a Design for Manufacture and Assembly Framework to Support Concurrent Engineering; A mini-dissertation of the requirements for the degree of Magister Ingeneriae in Engineering Management at the University of Johannesburg;
- ↑ Jean-Louis PEAUCELLE (2005) Du Concept D'Interchaneabilité à Sa Réalisation; Université de la Réunion, Laboratoire Gregeoi-Facirem; abgerufen am 19. August 2015; (PDF; 520 kB).
- ↑ a b c d e Wallace J. Hopp und Mark L. Spearman (2000) Factory Physics: foundations of manufacturing Management - Chapter 1: Manufacturing in America; 2. Auflage, McGraw-Hill Higher Education, 2000, ISBN 0-256-24795-1
- ↑ Walter König und Wolfgang Kaiser (2006) Geschichte des Ingenieurs; Carl Hanser Verlag; Seite 205 + 221.
- ↑ Michael Mende (1993) Montage - Engpaß in der Automatisierung von Produktionssytemen; in Ulrich Wengenroth (Hrsg.); Technik und Wirtschaft, Düsseldorf, VDI-Verlag, 1993, Seite 257ff.
- ↑ Krause, Werner (Hrsg) 1993, Konstruktionselemente der Feinmechanik Abschnitt 4, Carl Hanser Verlag München Wien ISBN 3-446-16530-4 (Neuauflage in Vorbereitung)
- ↑ W. Kiaulehn (1935) Die eisernen Engel. Geburt, Geschichte und Macht der Maschinen von der Antike bis zur Goethezeit. Deutscher Verlag 1935
- ↑ Kneisel, Eberhard (1986) Beitrag zum Entwurf automatisierter Montagesysteme ... . Dissertation TH Ilmenau, Fakultät für Technische Wissenschaften 1986.
- ↑ Peter Konold und Herbert Reger (1997) Angewandte Montagetechnik – Produktgestaltung, Planung, Systeme und Komponenten. Vieweg Braunschweig Wiesbaden 1997. Seite 3ff; ISBN 3-528-03843-8.
- ↑ Krause, Werner (Hrsg) 1993, Konstruktionselemente der Feinmechanik Abschnitt 3.2, Carl Hanser Verlag München Wien ISBN 3-446-16530-4
- ↑ Hilmer, Florian (2010) Ermittlung technologischer Informationen auf Basis parametrischer 3D-CAD-Modelle. Diplomarbeit TU Ilmenau, Fakultät für Elektrotechnik und Informationstechnik, Inst. für Medientechnik, 2010.
[[Kategorie:Produktpolitik]] [[Kategorie:Montagetechnik]]